実は、3Dプリンターは精密にできてなくて、
精密に出力をするためには誤差を調整しないといけません。
「校正」という操作では、ヘッドに対する水平を補正しますが、
ここでは、出力の収縮率を補正するモデルについて解説します。
なお、1mmやそこいらの誤差が許容できるのであれば、補正は不要です。
___【目次】___
微妙に違う
出力したものを「ノギス」で測ってみると、微妙に寸法通りになっていない事が分かります。
そもそも、素材を高温で溶かして出力するので、膨張→収縮をします。
しかも、XYZの誤差は同じ比率ではなく、別個に違うのです。
測るのは出力してすぐではなく、出力物が常温に戻ってから測ります。
3Dデータの設計で100mmのはずが、99.5mmになっていれば0.5%の誤差があるのです。
調整する
その僅かな違いを調整することは可能です。
しかし、「XYZprinting」の3Dプリンター「ダヴィンチ nano ホワイト」はインチで入力するので、
更に単位変換する手間が生まれます。
計算式は、
3Dモデルの寸法 ÷ 実際の寸法 = 調整率
です。
例えば、3Dモデルの寸法が90mmで、実際の寸法が89.5mmなら、
90 ÷ 89.5 ≒ 1.0056
になります。
この調整率を3Dモデルの寸法に掛けてやります。
90 × 1.0056 ≒ 90.504
これが適正値となります。
つまり、90.504mmを出力すれば、収縮して丁度90mmになるというわけです。
実際に調整する際には、もっと計算しやすい数値のテストモデルを用意してやった方がいいです。
「ダヴィンチ nano ホワイト」の場合、最大120mm
まで出力できるので、
XYZ各、100mmの3Dモデルを作るといいでしょう。
まず、既に調整していたのであればそれをリセットしてください。
全く調整しないままで、テスト用のモデルを出力します。
例えば、100mmのはずが、測ってみると99.5mmになっているのであれば、
100 ÷ 99.5 × 100 ≒ 100.50(mm)
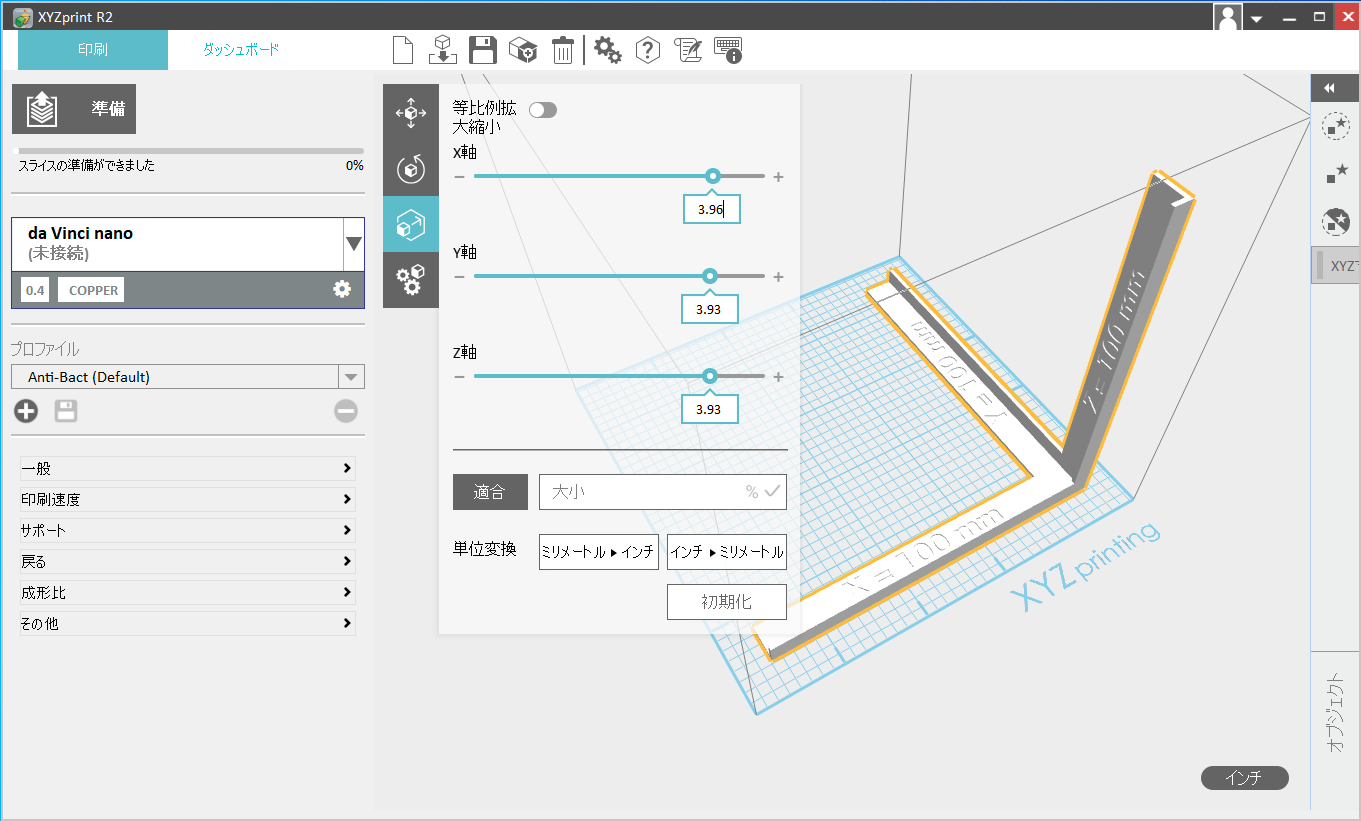
となりますが、「XYZ print」の拡大縮小画面ではインチで入力するので、更に
100.50 × 0.0393701 ≒ 3.96(インチ)
となります。
1mmは、約0.0393701インチになるからです。
その数値を、「XYZ print」の拡大縮小画面で入力してやればいいというわけです。
「XYZ print」の拡大縮小画面では、XYZのそれぞれインチで入力してやるのですが、
先に、「等比例拡大縮小」のスイッチをオフにしてやります。
テスト用のモデル
100mm三方で、私が作った3Dモデルデータがありますので、それを無料で配布します。
「不都合 編」の「収縮して寸法が合わない」に置いてあります。
出力する際には、「反り」を防止するために「底辺」をオンにした方がいいと思います。
お気に召しましたら、一票(ワンクリック)下さい。ランキングに参加しておりますゆえ。
 人気ブログランキング |
パソコンランキング |
|
|