出力した造形物が反ってしまう事があります。
もっと酷いと、出力の途中で完全に剥がれて転んでしまう事もあります。
___【目次】___
失敗例
5×10×100mmの3Dモデルを特に対策せずにそのまま出力した場合です。
左右の底が浮いてしまっているのが分かります。
これが「反り」です。

当然、反ってしまっても構わないということはありえないと思いますので、
何らかの対策を施します。
対策
以下に、その対策をいくつか上げます。
どれかひとつだけという事ではなくて、複数の方法を組み合わせてください。
-
プラットフォームテープの表面をアルコール等で拭く。
-
いわゆる「脱脂」です。
プラットフォームテープを貼る時に表面を触ってしまう事もあるでしょうし、
何度かプリントをしているうちに触ってしまう事もあるでしょう。
それと、僅かな埃が付着している事もありますので、
出力の直前に、プラットフォームテープの表面をアルコール等で拭き掃除します。
その時、毛羽立つと逆効果になりかねませんから、
「不織布」の類いを使うのがお勧めです。
ティッシュやタオル等は、目で確認できないほどでも毛羽立ちやすいです。
-
いわゆる「脱脂」です。
-
「ノズルの設定温度」を上げる。
-
特に室温が低い時に効果があります。
3Dプリンターにとって、室温は25℃以上が適温だと言われています。
材料は、温度が低めだと溶解していても粘り気があって、
プラットフォームテープに密着しきれないことがあるようです。
-
特に室温が低い時に効果があります。
-
ノズルの掃除をする。
-
ノズルが詰まりかけていると、吐出量が少なくなり線が細くなります。
すると、密着面積が少なくなり、剥がれやすくなります。
-
ノズルが詰まりかけていると、吐出量が少なくなり線が細くなります。
-
「内部充填密度」を下げる。
-
「内部充填密度」が高いと、それだけシェルが引っ張られて反りやすくなります。
しかし、「内部充填密度」は頑丈さなどに影響しますから上げるのであって、
元々、「XYZprint」での初期値は、10%と低いので、無用に上げないでおくという事です。
-
「内部充填密度」が高いと、それだけシェルが引っ張られて反りやすくなります。
-
「シェルの厚み」を下げる。
-
「反り」は、吐出した材料が常温に戻る時に収縮するために起こります。
なので、「シェルの厚み」を下げて、収縮する力を減らせばいいのです。
ただし、「シェルの厚み」を下げると頑丈さも低くなり脆くなるので注意が必要です。
なお、「XYZprint」で説明バルーンが出るので読めば分かりますが、
「普通」というのは側面の厚みに、
「頂部表面」というのは天面の厚みに、
「底部表面」というのは底面の厚みに、なっています。
-
「反り」は、吐出した材料が常温に戻る時に収縮するために起こります。
-
一層目レイヤーの高さを低くする。
-
「XYZprint」での「一層目レイヤーの高さ」は、0.35が初期値ですが、
これを0.40にしてしまうと、密着面積がほぼなくなり剥がれてしまいます。
逆に、「一層目レイヤーの高さ」を低くします。
「校正」や「Z軸オフセット」によっては、
0.20未満だと材料が出ない場合がありますので、0.20〜0.30にしてみます。
材料がちゃんと出て密着面積が広くなる値を探ってください。
-
「XYZprint」での「一層目レイヤーの高さ」は、0.35が初期値ですが、
-
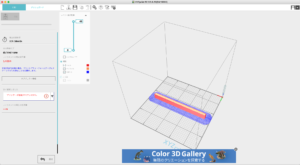
「底辺」を有効にする。
-
「サポート」のところに「底辺」という設定がありますのでオンにします。
それでスライス(準備)すると、
モデルの周りに接地面を広くする「底辺」が作られるので剥がれにくくなります。
ただ、この「底辺」はあとで取り除くのが面倒なので、最後の手段かもしれません。
-
「サポート」のところに「底辺」という設定がありますのでオンにします。
-
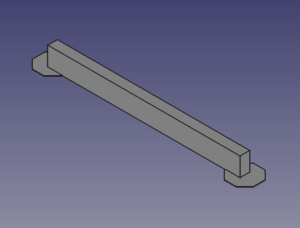
3Dモデルを作る時に反り止めの部分を足す。
-
「底辺」を使うと、モデルをぐるっと一周するように「底辺」が作られてしまいますが、
「反り」を防ぐ場合は、全部必要ではありません。
反って剥がれる力がかかる端っこだけに
「底辺」のようなものを付けて3Dデータを作成しておきます。
厚みは、「一層目レイヤーの高さ」の設定と同じでいいでしょう。
これだと、あとで取り除く部分が少ないので楽になりますし、
精密ニッパーなどで切りやすくしておくと、もっと楽になります。
-
「底辺」を使うと、モデルをぐるっと一周するように「底辺」が作られてしまいますが、
-
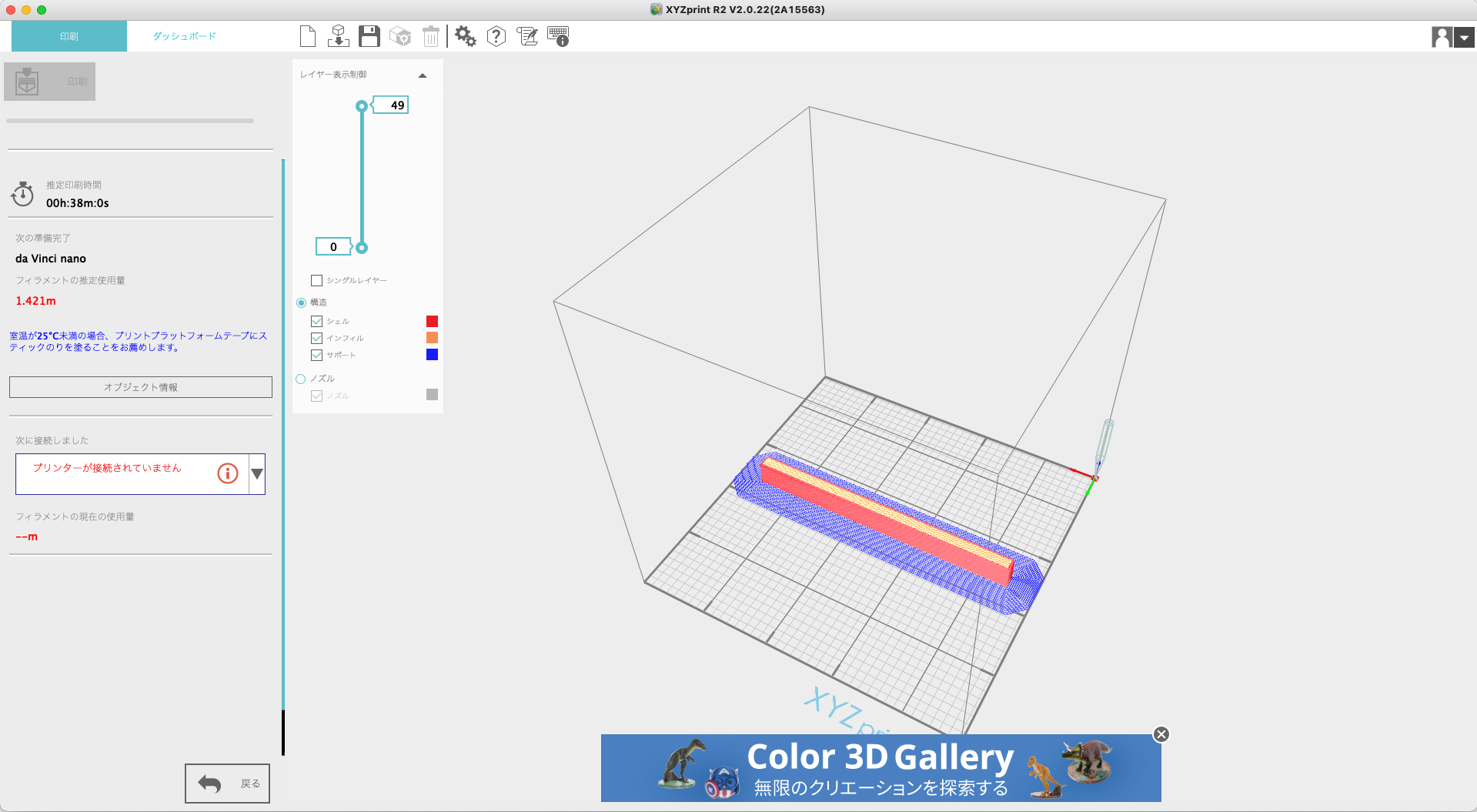
スティックのりをプラットフォームテープの表面に塗る。
-
「ダヴィンチ nano ホワイト」のメーカー「XYZprinting」は、
スティックのりをプラットフォームテープの表面に塗る事を推奨していますが、
これは効果があまり高くないのに、色々と不都合を起こしますので
最後の手段にした方がいいかもしれません。
-
「ダヴィンチ nano ホワイト」のメーカー「XYZprinting」は、
-
ケープをプラットフォームテープの表面に塗布する。
-
スティックのりをプラットフォームテープの表面に塗るのと同じようなものですが、
ケープは、スプレーで微小な粒子を噴霧しますので、
スティックのりの時のように不都合が多くありません。
ただ、塗布する際には周りにも飛び散り、周りもべたべたになってしまいますので、
プラットフォームを本体から外して周りに飛び散っても構わない場所でやりましょう。
-
スティックのりをプラットフォームテープの表面に塗るのと同じようなものですが、
-
プラットフォームの端に出力する。
-
プラットフォームテープは、何度か出力をするとモデルが密着した部分が荒れてきます。
その「荒れ」が、剥がれやすい原因になりますので、
使用頻度の少ない端の方に出力すると、「反り」をおさえる事ができる場合があります。
-
プラットフォームテープは、何度か出力をするとモデルが密着した部分が荒れてきます。
-
プラットフォームテープを新しいものに貼り替える。
-
プラットフォームテープは、破れなくても何度か出力をすると表面が荒れてきます。
新しいプラットフォームテープに貼り替えてみてください。
-
プラットフォームテープは、破れなくても何度か出力をすると表面が荒れてきます。
-
エクストルーダー(ノズル)を新品に交換する。
-
「ダヴィンチ nano ホワイト」のメーカー「XYZprinting」が言うには、
エクストルーダー(ノズル)は、消耗品なのだそうです。
つまり、使えば使うほど精度が落ちてきますので、
吐出する材料が細くなってしまうと「反り」の原因になる事もあるそうです。
ただ、「ダヴィンチ nano ホワイト」のエクストルーダーは、高価なんですよね〜
しかし、「XYZprinting」は3D プリンター市場から撤退しましたので、
在庫があるうちに予備を入手しておいた方がいいのかもしれません。
このブログを執筆している2024年2月5日時点では、
モノタロウとアスクルではまだ売り切れになっていなかったので、
入手できるのかもしれません。
-
「ダヴィンチ nano ホワイト」のメーカー「XYZprinting」が言うには、
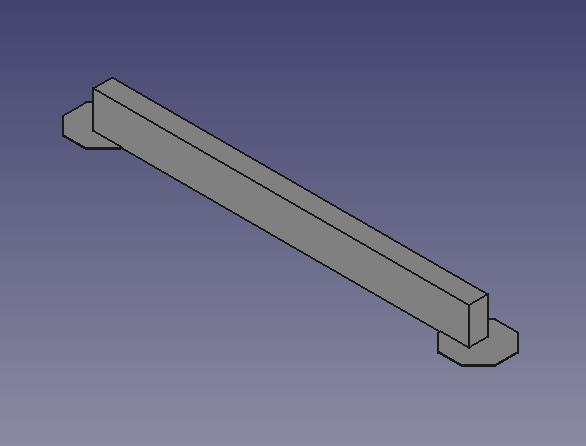
成功例
前述の対策をいくつかやって出力したものです。
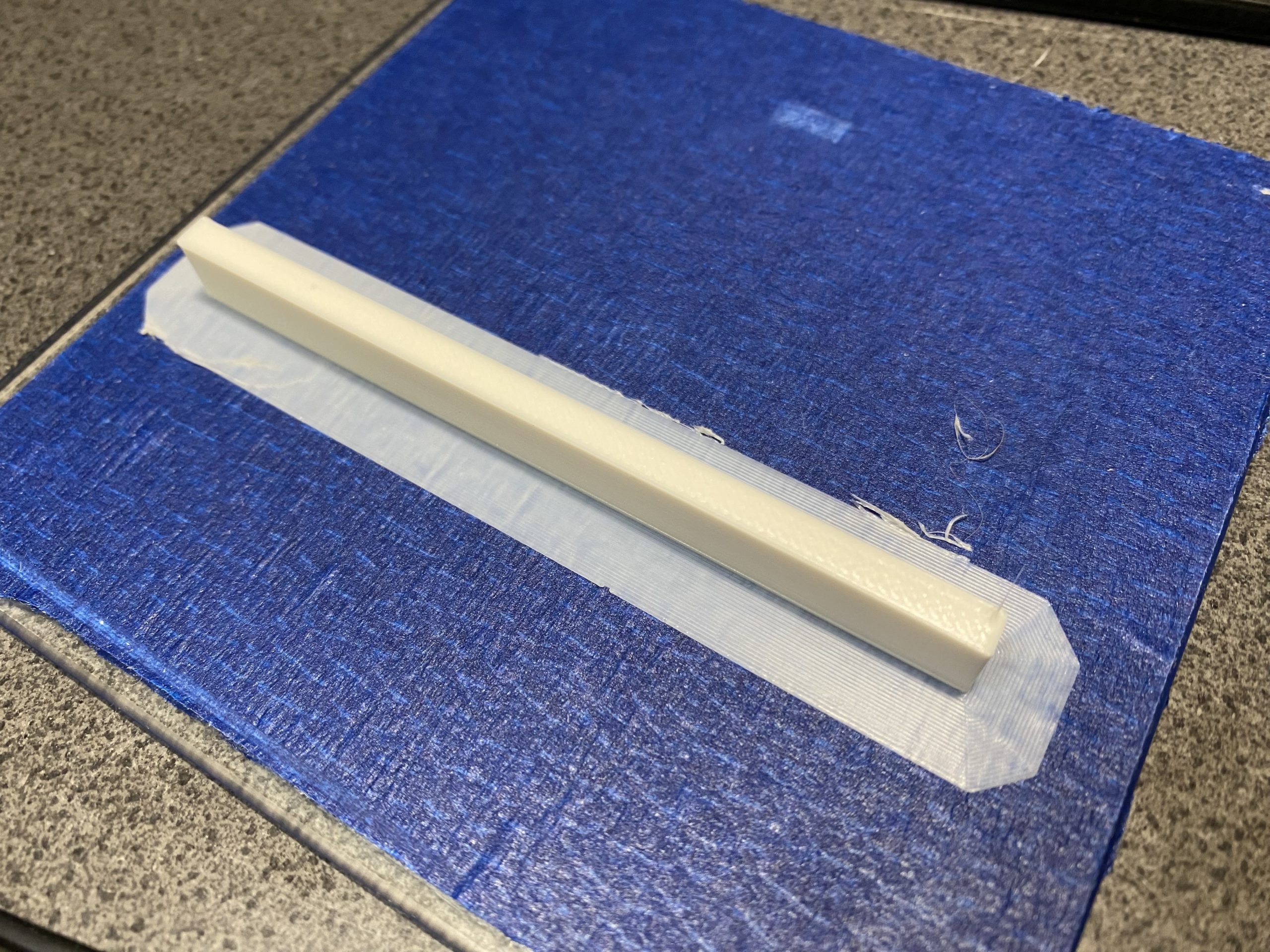 そこから、「底辺」を取り除いたものがこれです。
そこから、「底辺」を取り除いたものがこれです。
 「反り」がほぼ発生していませんね。
「反り」がほぼ発生していませんね。
「底辺」を取り除くには、手でむしり取ろうとしてもなかなか綺麗に取れないので、
カッターで切り落として、切り残しは精密ニッパーで仕上げると綺麗にできます。
なので、カッターマットがあると便利です。
お気に召しましたら、一票(ワンクリック)下さい。ランキングに参加しておりますゆえ。
 人気ブログランキング |
パソコンランキング |
|
|